복굴절계측기ㅣ유리기판 TGV 공정 결함의 근본 원인 추적을 위한 방법
TGV 공정 결함의 근본 원인 방법
- 복굴절 계측기 [응력] 측정
TGV 공정에서 결함이 발견된 공정과 실제 원인이 시작된 공정은 다를 수 있습니다.
기존 검사가 결함의 형태와 위치를 확인하는 방식이라면, 복굴절 계측은 공정별 잔류응력 변화를 비교해 결함 원인 후보를 좁히는 데 활용할 수 있습니다. TGV 유리기판은 레이저 가공, 에칭, 도금, 연마 등 여러 공정을 거치며 앞선 공정의 응력이 누적되어 결함으로 발현될 수 있습니다.
기존 검사가 결함의 형태와 위치를 확인하는 방식이라면,
복굴절 계측은 기존 검사 데이터에 추가하여 공정별 잔류응력 변화를 비교해 결함 원인 후보를 좁히는 것이 가능합니다.
이번 글에서 알 수 있는 것
TGV 공정에서 결함이 발견된 공정과 실제 원인이 시작된 공정이 왜 다를 수 있는지 이해할 수 있습니다.
기존 검사법이 확인할 수 있는 영역과 한계를 정리할 수 있습니다.
유리 내부의 잔류응력 분포를 비파괴로 확인하고, 공정별 응력 변화를 비교하는 복굴절 계측에 대해 알 수 있습니다.
기존 검사만으로는 원인 공정을 특정하기 어려운 이유
TGV 공정에서는 광학현미경, SEM, X-ray, CT, 단면 분석 등의 검사법이 활용됩니다.
| 검사 방법 | 확인 가능 항목 | 한계 |
|---|---|---|
| 광학 현미경 / SEM | 표면·단면 형상, defect | Defect의 발현 후에 발견 가능 |
| X-ray / CT | 내부 구조, void, filling상태 | 응력 분포 파악 어려움 |
| 단면 분석 | 내부 구조 직접 확인 | 샘플 파괴 필요, 동일 샘플 전후 비교 불가 |
이러한 검사 방법은 표면 형상, 내부 구조, void, filling 상태, 크랙 위치 등을 확인하는데 효과적입니다.
다만 검사 시점에 이미 드러난 결함을 중심으로 판단하기 때문에, 해당 결함이 어느 공정에서 처음 시작되었는지를 특정하는 데에는 한계가 있습니다.
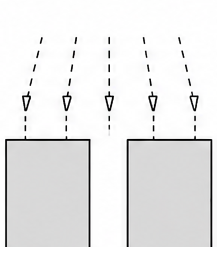
TGV 공정은 레이저 가공, 에칭, 세정, 씨드층 형성, Cu 도금, 연마 등 여러 단계를 거치며 진행됩니다. 이 과정에서 유리 내부나 via 주변에 형성된 국부적인 잔류응력은 즉시 크랙으로 나타나지 않고, 후속 공정을 거치며 누적된 응력이 뒤늦게 결함으로 표면화될 수 있습니다.
따라서 결함 원인을 분석할 때는 “어느 공정에서 결함이 보였는가”뿐 아니라, “공정별 응력 분포의 변화”를 함께 확인해야 합니다.
공정별 응력 변화를 비교하면 결함 원인 후보를 보다 체계적으로 좁힐 수 있습니다.
복굴절 계측으로 공정별 응력 변화를 추적하는 방법
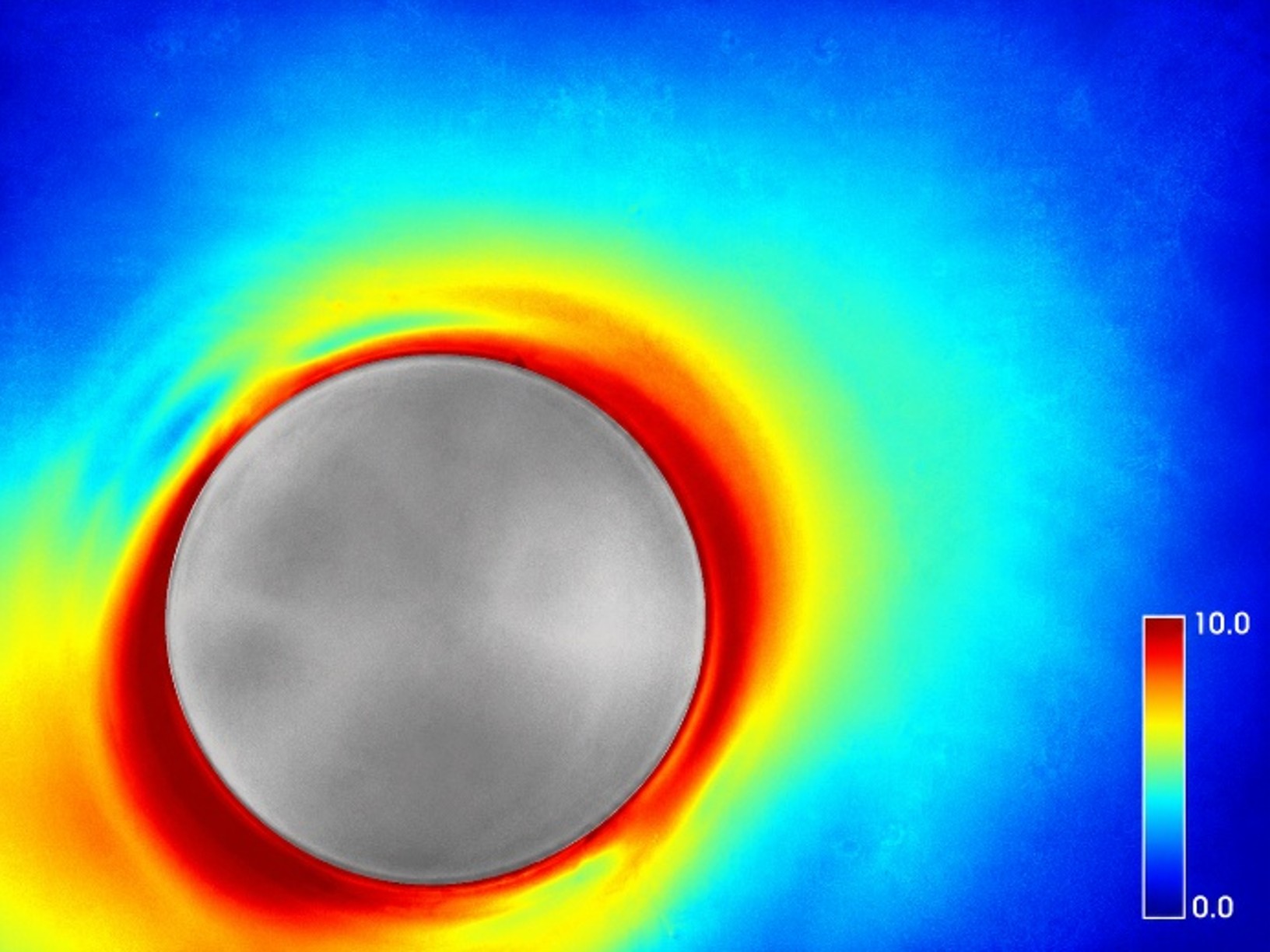
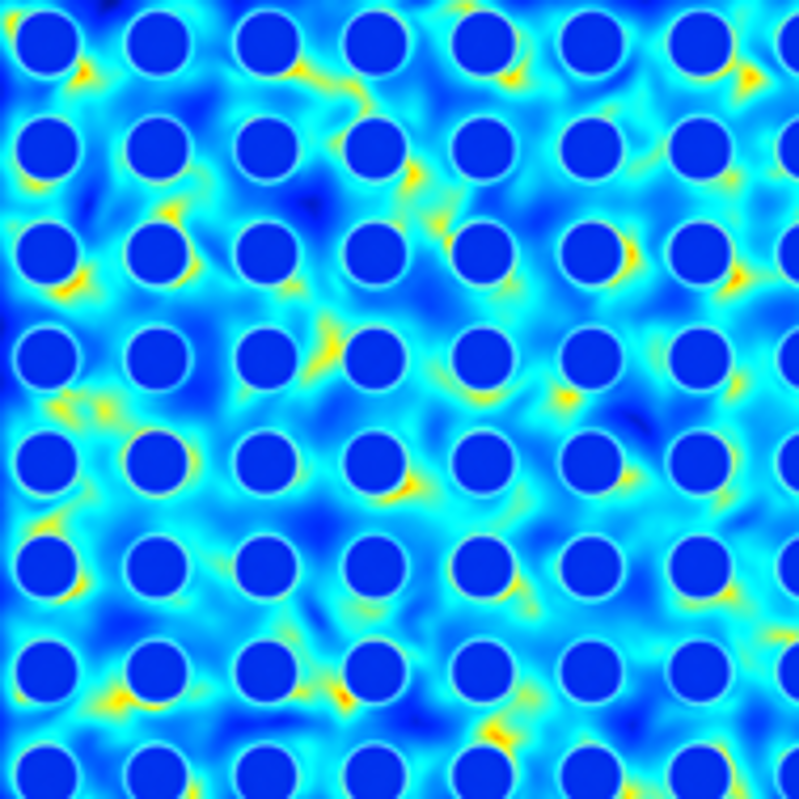
복굴절(Birefringence) 계측은 유리 내부 응력에 의해 복굴절이 발생하여 빛의 편광 상태가 변화하는 현상을 이용합니다. 이를 통해 샘플을 파괴하지 않고, 눈으로 보이는 결함뿐 아니라 유리 내부에 남아 있는 응력 분포를 광학적으로 확인할 수 있습니다.
따라서, 동일한 샘플을 주요 공정 단계별로 반복 측정하고 각 단계의 응력 분포를 비교할 수 있습니다. 이러한 비교를 통해 결함이 보이기 전의 응력 집중 영역, 공정 이후의 응력 변화, 조건별 응력 분포 차이를 함께 검토할 수 있습니다.
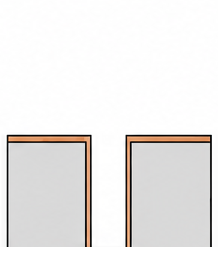
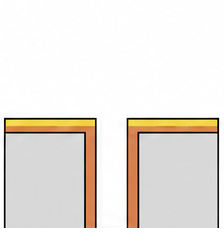
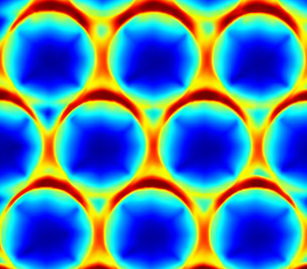
결함 발생 전 위험 영역 확인
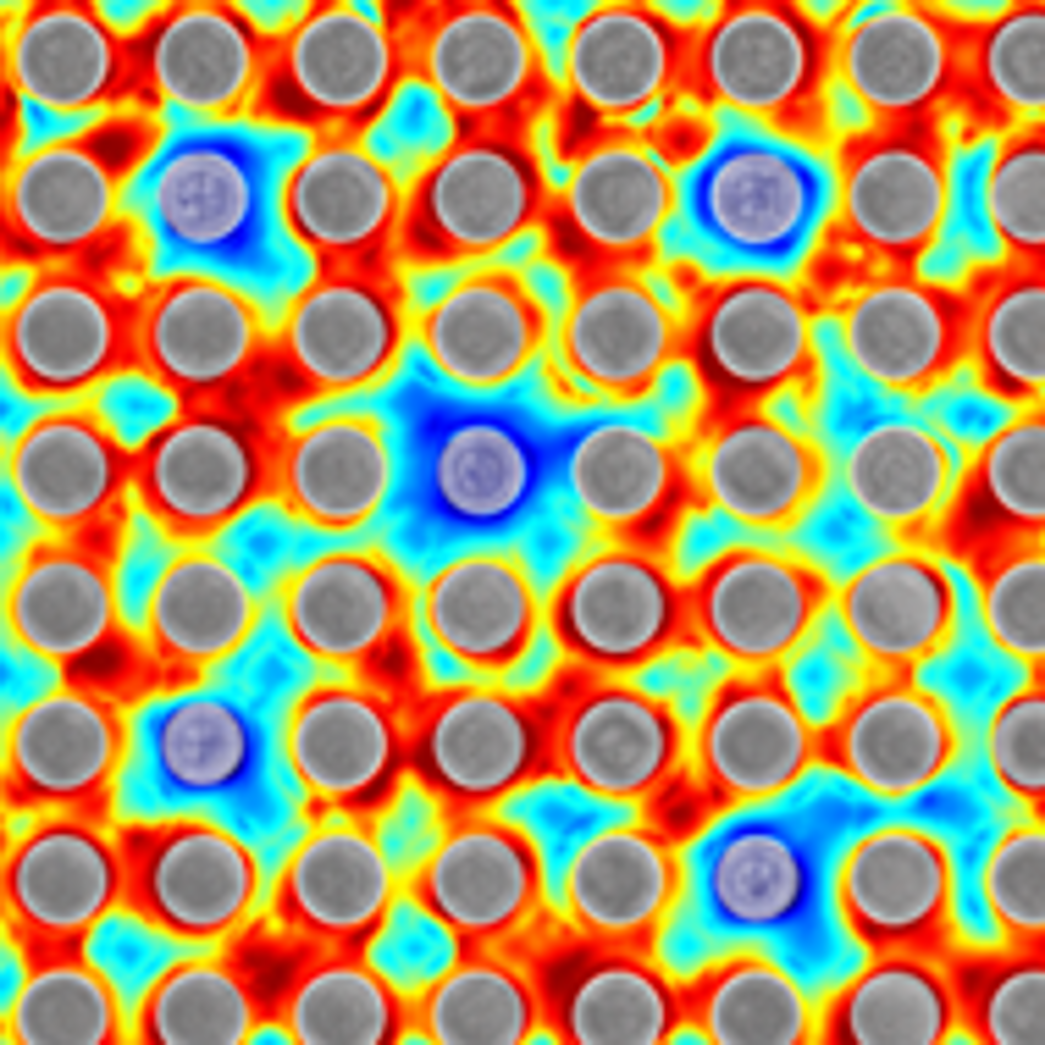
복굴절 계측은 외관상 결함이 뚜렷하게 나타나기 전에도 유리 내부나 via 주변에 남아 있는 응력 분포를 확인할 수 있습니다.
이를 통해 특정 위치에 응력이 집중되어 있는지, 후속 공정에서 문제가 발생할 가능성이 높은 영역이 있는지를 사전에 검토할 수 있습니다. 특히 via 주변의 국부적인 응력 집중은 공정 조건 변화나 열·화학적 처리 이후 크랙 또는 결함으로 이어질 수 있으므로, 결함 발생 전 단계에서 위험 영역을 확인하는 데 활용할 수 있습니다.
결함 발생 전 위험 영역 확인
※이해를 돕기 위해 실제 사례를 바탕으로 AI로 생성한 이미지입니다.
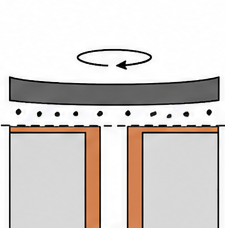
단계별 응력 변화 비교
복굴절 계측은 비파괴 검사로써, 동일한 샘플을 주요 공정 단계별로 반복 측정하여, 각 공정 이후 유리 내부 응력 분포가 어떻게 변화하는지를 비교할 수 있습니다.
이를 통해 특정 위치의 응력이 어느 공정 이후 증가했는지, 새로운 응력 집중 영역이 어느 단계에서 나타났는지를 확인할 수 있습니다. 따라서 결함이 발견된 공정만을 기준으로 판단하지 않고, 응력 변화가 시작된 시점을 기준으로 원인 후보 공정을 좁힐 수 있습니다.
유리기판 가공 프로세스 중, 복굴절 계측기 대응단계
| Bare Glass | Pattern Definition | Laser Drilling | Wet Etching | Cleaning | Seed Deposition |
 |
 |
 |
 |
 |
 |
| 측정 가능 | 확인 필요 | 측정 가능 | 측정 가능 | 측정 가능 | 측정 불가 |
| Cu plating | Annealing | CMP | Metallization | Film Lamination | UBM / Bumping |
 |
 |
 |
 |
 |
 |
| 측정 불가 | 측정 불가 | 측정 가능 | 확인 필요 | 확인 필요 | 확인 필요 |
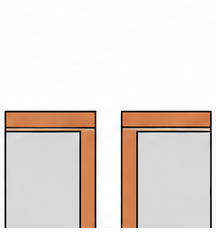
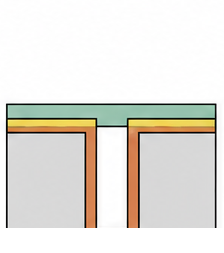
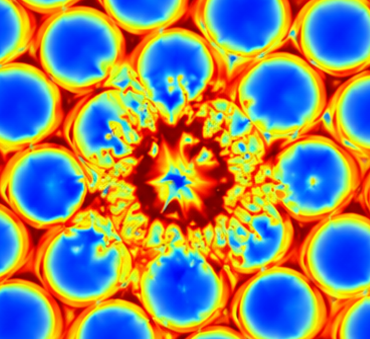
동일 TGV 샘플의 공정 전후 응력 분포 비교
※이해를 돕기위해 실제 사례를 바탕으로 AI로 생성한 이미지입니다.
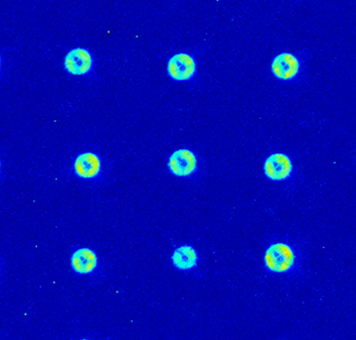
에칭 후 측정 데이터에서는 via 주변의 응력 집중이 크게 두드러지지 않았지만, 후속 공정 이후 동일 영역에서 국부적인 응력 집중이 뚜렷하게 증가한 것을 확인할 수 있습니다.
결과만 보면 후속 공정이 응력 집중의 직접적인 원인처럼 보일 수 있습니다. 그러나 공정 전후 데이터를 함께 비교하면, 응력이 크게 증가한 위치가 이전 단계에서 이미 미세한 응력 분포 차이를 보이던 영역과 대응되는지도 함께 확인할 수 있습니다.
즉, 결함이나 높은 응력 집중이 후속 공정 이후에 뚜렷하게 나타났더라도,
그 원인은 해당 공정에서 새롭게 발생한 문제일 수도 있고 이전 공정에서 형성된 미세한 손상이나 응력 불균일이 후속 공정을 거치며 증폭된 결과일 수도 있습니다.
복굴절 계측은 이처럼 공정별 응력 분포 변화를 비교하여, 결함이 발견된 시점이 아니라 응력 변화가 시작된 구간을 기준으로 원인 후보 공정을 좁히는 데 활용할 수 있습니다.
공정 조건 최적화를 위한 응력 분포 비교
공정 조건이 달라지면 형상이나 가공 품질뿐 아니라, 유리 내부의 잔류응력 분포도 함께 달라질 수 있습니다. 외관상 유사한 결과로 보이는 조건이라도, 특정 조건에서는 후속 공정 중 크랙이나 결함으로 이어질 수 있는 국부 응력 집중이 남아 있을 수 있습니다.
복굴절 계측은 이러한 조건별 응력 분포 차이를 비교하여, 단순히 “가공이 되었는가”를 넘어 “후속 공정까지 고려했을 때 더 안정적인 조건인가”를 검토하는 데 활용할 수 있습니다.
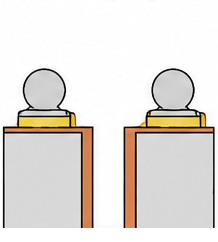
레이저 에너지 조건에 따른 via 주변 응력 분포 비교
| Laser Power Too Low |
Laser Power Low |
Laser Power Medium |
Laser Power High |
Laser Power Too High |
 |
 |
 |
 |
 |
| via 형성이 확인되지 않는 조건 | via 형성이 시작되지만 관통이 불완전한 조건 | via가 형성된 것처럼 보이나, 주변 응력이 남을 수 있는 조건 | 충분한 관통으로 후속 공정 안정성이 확보되는 최적 조건 후보 | 과도한 에너지로 열적 데미지와 응력 집중이 우려되는 조건 |
※이해를 돕기 위해 실제 사례를 바탕으로 AI로 생성한 이미지입니다.
위 결과는 공정 조건이 단순히 via 형성 여부만 결정하는 것이 아니라, via 주변의 잔류응력 분포에도 영향을 줄 수 있음을 보여줍니다.
특히 외관상 via가 형성된 것처럼 보이는 조건이라도, 복굴절 계측으로 확인하면 주변 응력 분포는 서로 다르게 나타날 수 있습니다. 따라서 공정 조건을 평가할 때는 홀 형상뿐 아니라, 후속 공정 안정성에 영향을 줄 수 있는 via 주변 응력 집중 여부를 함께 검토할 필요가 있습니다.
이처럼 복굴절 계측은 여러 공정 조건 중 결함 가능성이 낮은 조건을 선별하고, TGV 공정 조건을 최적화하기 위한 비교 지표로 활용할 수 있습니다.
장비 도입 전후, 원인 분석 방식의 변화
8월 한시적으로 국내에서 TGV 샘플 계측을 지원합니다
장비 도입 전, 보유하고 계신 TGV 샘플의 공정별 응력 분포를 먼저 확인해보실 수 있습니다. 측정 가능 여부와 조건은 샘플 구조 및 공정 상태에 따라 달라질 수 있으니, 사전 상담 권장 드립니다.
샘플 계측 문의하기 →
자주 묻는 질문
A. 측정 파장대(520nm)에서 빛이 투과되는 소재라면 검토 가능합니다.
샘플 두께, 표면 상태, 가공 형상, 투과율 등에 따라 측정 가능 여부와 조건이 달라질 수 있으므로, 실제 샘플 기준으로 사전 검토를 권장드립니다.
A. 외관상 결함이 보이지 않더라도, 유리 내부나 홀 주변에는 응력 집중이 남아 있을 수 있습니다.
복굴절 계측을 통해 공정 전후 응력 분포를 비교하면, 이후 공정에서 문제가 될 가능성이 높은 영역을 사전에 검토할 수 있습니다.
A. 복굴절 계측은 공정 조건별로 홀 주변 잔류응력 분포를 비교하는 데 활용할 수 있습니다. 이를 통해 형성 상태뿐 아니라, 유리에 남는 응력 부담까지 함께 검토할 수 있습니다.
A. 반복 결함은 해당 공정 조건만이 아니라, 이전 공정에서 누적된 응력 변화와도 관련될 수 있습니다. 공정별 응력 데이터를 비교하면 특정 위치나 Lot에서 반복되는 문제의 원인 후보를 좁혀가는 데 도움이 됩니다.
